|
|
|




















|
|


Estou Chat Online Agora
Certificado

O ferro níquel o fio da expansão da liga 52 FeNi52 ASTM F30 1.5mm
|
|
Detalhes do produto:
Condições de Pagamento e Envio:
|







Descrição de produto detalhada
| material: | Alloy52 | TIPO DE MATERIAL: | Liga da precisão |
|---|---|---|---|
| Diâmetro: | 0.05mm~10mm | Pacote: | Spool&Coil |
| Peso da bobina: | 5~50KG | Nome comum: | FeNi52 |
| aplicação: | Selo de vidro do metal | Química: | Fe, liga do Ni |
| Tipo da liga: | Liga da expansão | ||
| Destacar: | fio da expansão de 1.5mm,Fio da expansão de ASTM F30,Fio da expansão FeNi52 |
||
Fio da liga FeNi52 da liga 52 pelo diâmetro de ASTM F30: 1.5mm para a vidro-selagem
Descrição do produto
A liga fixa da expansão do ferro-níquel é uma série de ligas fixas da expansão que podem ser combinadas com o vidro macio e a cerâmica com coeficientes diferentes da expansão em uma variação da temperatura dada ajustando o índice do níquel. Aumento o coeficiente da expansão e do ponto do curie com o aumento do índice do níquel. Este ouro da combinação é um material de selagem amplamente utilizado da estrutura na indústria elétrica do vácuo
Composição quimica
| Categoria | C% | P% | S% | Mn% | Si% | Cu% | Cr% | Mo% | Ni% | Co% | Fe% |
| Alloy52 | 0,05 máximo | 0,020 máximo | 0,020 máximo | 0,80 máximo | 0,30 máximo | / | / | / | 51.5~52.5 | / | Bal. |
Especificações
| Categoria | Nome comum | Nome comum |
| Alloy52 | Vacodil520 | NILO 52 |
Propriedades físicas
| Categoria | Densidade | Resistividade |
| Alloy52 | 8,25 g/cm3 | 0,43 |
![]()
Tamanho de grão de Alloy52
O tamanho de grão da correia do profundo-desenho da liga não deve ser menos do que ao nível 7, e o tamanho de grão menos do que o nível 7 não deve exceder 10% da área. Quando o tamanho de grão médio da tira com uma espessura de menos de 0.13mm é calculado, o número de grões ao longo da espessura da tira deve ser nenhum menos de 8.
Desempenho de solda de Alloy52
O ouro combinado tem bom soldando o desempenho e pode ser soldado e manchado soldado. A combinação de ouro e de vidro macio deve pre-ser oxidada antes de selar.
Coeficiente de expansão
| Liga | Coeficiente linear da expansão térmica a, 10-6/°C | |||||||
| 20-200°C | 20-300°C | 20-350°C | 20-450°C | 20-500°C | 20-600°C | 20-700°C | 20-800°C | |
| Kovar | 10,4 | 10,2 | 10,3 | 10,3 | 10,3 | 10,8 | / | / |
Tratamento térmico para Alloy52
(1) o recozimento do alívio de tensão a fim eliminar o esforço residual das peças após fazer à máquina, recozimento do alívio de tensão é exigido: 430~540℃, preservação 1~2h do calor, fornalha que refrigera ou refrigerar de ar. [1]
(2) recozimento intermediário a fim eliminar o fenômeno do endurecimento de trabalho causado pela liga em processo da laminação, do desenho frio e do carimbo frio, a fim facilitar o processamento continuado. O workpiece precisa de ser aquecido a 700~800℃ em um vácuo ou em uma atmosfera protetora para 30~60min, então fornalha de refrigeração, ar de refrigeração ou água extinta.
tratamento quando o ouro combinado é usado como um material de selagem, da Pre-oxidação (de 3) deve pre-ser oxidado antes de selar. Um uniforme e um filme de óxido denso são formados na superfície da liga. As peças são aquecidas no hidrogênio molhado saturado em 1100°C por 30 minutos, e oxidadas então no ar aproximadamente 800°C por 5-10 minutos. O ganho de peso das peças deve ser 0.1~0.3mg/cm2
Perfil da empresa
![]()
Fotos do cliente
![]()
Exposição
![]()
Processo de produção
![]()
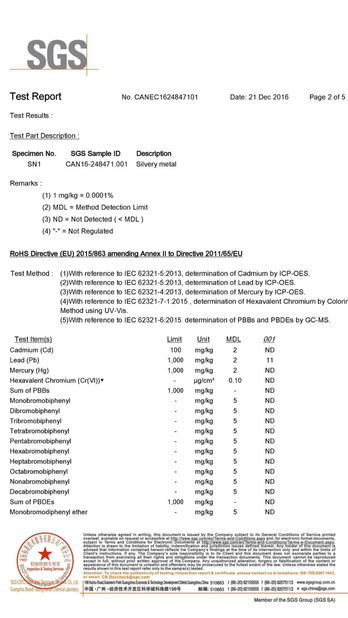
Testes Equirement
![]()
![]()
Expedição
![]()
Contacte-nos
![]()
Contacto
Ohmalloy Material Co.,Ltd
Pessoa de Contato: Jully
Telefone: +8617301602658
Envie sua pergunta diretamente para nós
Mais Ligas da precisão
-
Ligações à base de níquel para fornos a vácuo
-
liga magnética permanente da precisão 3J53 similar ao período C do Ni
-
Tubulação capilar da liga da precisão de Invar36 FeNi36 usada na indústria da medicina
-
Estoque pronto da qualidade superior do tubo de Kovar/tubo 4J29/29HK da tubulação
-
Fio Ni33Co17 da liga do Ni Co do Fe da expansão para a cerâmica de selagem e de harmonização
-
Constant Elastic Alloy 0.125mmx25mm 3J53 Strip for Spring